

 18303187555
18303187555
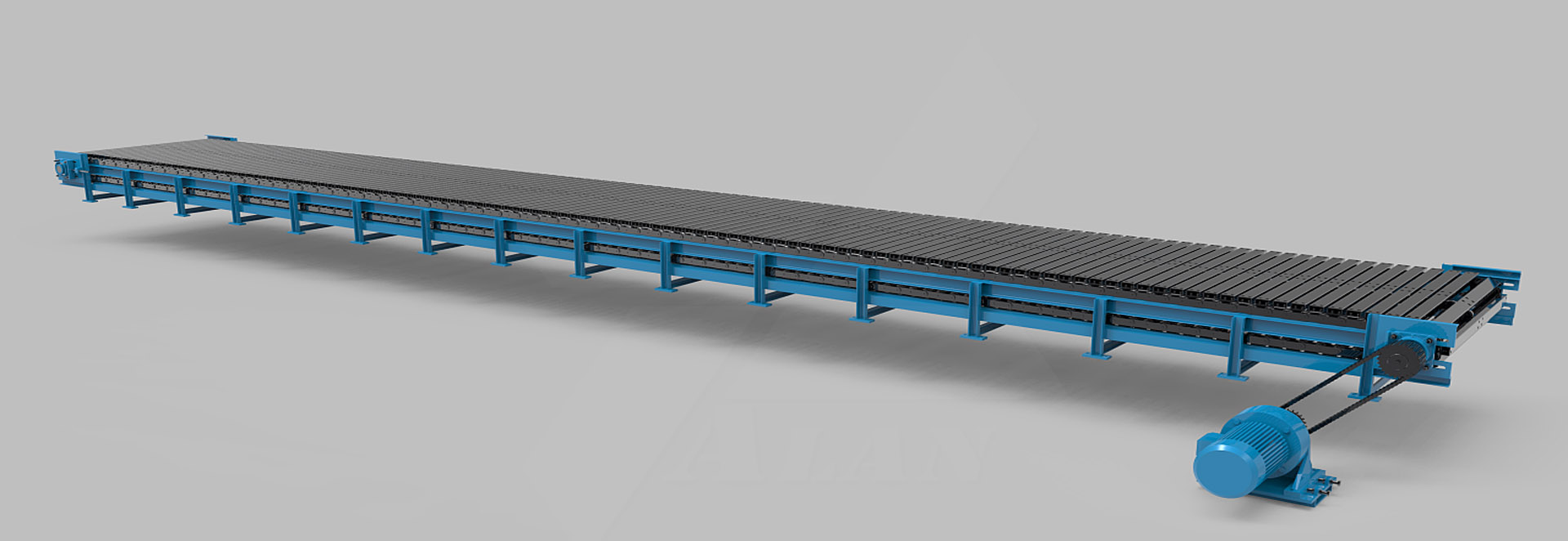
轉彎皮帶環形輸送機、涼皮加工線皮帶機
轉彎皮帶環形輸送機、涼皮加工線皮帶機
1、轉彎皮帶環形輸送機的皮帶已逐漸由原先的針織物板材改為聚酯纖維面料板材跟滌綸片基皮帶,這二種板材的優勢除開壽命長外,其長短方位的伸展形變量也相當的 小,這就使過去晉升機日常保養的一項工作中-查驗調濟皮帶張緊力,顯得已經不適用了。從近多少年具體利用的情形看,晉升機在首尾輪復膠且畸型利用的情 形下,一年調濟一次皮帶支撐力就充足了,為了一年一次的調濟而設計皮帶張緊組織就看起來用度支出不太公道。如撤銷張緊組織,降低煙塵 染上源。
2、在皮帶轉彎機的機座撤銷張緊組織后,尾輪中 心線與機座底邊的規格就固定下來,這時將原斜插式的活動機殼拆掉而改成一固定的圓弧頂殼,該弧形的半徑 約超過尾軸榫心到料倉距軸心間距點,且弧形點離料倉的間隙在確保以下設計要求時要盡量小,根據這一改進,可將空間填充料的量減少、一個較小的值。 通過改進設計,與原機座較為用度提升并不大,撤銷張緊組織可勤儉節約一部分用度,但卻明顯降低了影響質量的要素,同時也降低了工作人員的勞動效率,使皮帶轉彎機更趨向公道化。
轉彎皮帶環形輸送機平穩的運送貨品,要恰當的使用設備以外,這款設備的安裝品質合格也是十分關鍵的,輸送設備的安裝品質存在的問題便會同時造成設備沒法準 確的運行應用。 安裝機架:從發動機逐漸安裝,隨后按順序安裝各節里面架,在安置尾架。在安裝輸送機機架以前,要在輸送機的總長下拉引中 心線,因維持輸送機的中 心線 在一條 平行線上是輸送帶一切正常運轉的主要標準。
在安裝每一段機架時,須指向中 心線,機架對中 心線的容許偏差,每米飛行為±0.1mm。但在輸送機總長上對機架核心的偏差不得超過35mm。當所有每節加設 并 選準以后,可將各每節連接起來。 安裝推動設備:安裝推動設備時,須留意使皮帶轉彎機的轉動軸與輸送機的中 心線豎直,使推動滾筒的總寬的中間與輸送機的中 心線重疊,減速機的中 心線與 轉 動軸線平行面。
全部軸和滾筒都應地面找平。軸的水準偏差,按照輸送機的寬度,容許在0.5-1.5mm的范疇內。在安裝推動設備的與此同時,安裝尾輪等拉緊裝置,拉緊裝 置的 滾筒軸線,與皮帶輸送機的中 心線豎直。 安裝托輥:在機架、傳動系統和拉緊裝置安裝以后,安裝左右托輥的托輥架,使轉彎機輸送帶具備遲緩變向的彎弧,轉彎段的托滾架間隔為正常托輥架距離的 1/2~1/3。
托輥安裝后,應使其旋轉靈活歡快。 皮帶轉彎機機架固定不動,送料倒料設備:將機架固定不動在基本或樓板上。皮帶轉彎輸送機固定不動之后,可安置送料與倒料設備。


Warning: Unknown: open(/tmp/sess_n8nsd61ft08jj1jep3v0hck0e7, O_RDWR) failed: No space left on device (28) in Unknown on line 0
Warning: Unknown: Failed to write session data (files). Please verify that the current setting of session.save_path is correct () in Unknown on line 0